

Filter section:
- Bulk solid silo
- Cement storage
- Coil lines, Inspection lines
- Coil storage
- Coiling machines
- Container ports
- Conveyor belt
- Decapper
- Engineering
- Extruder
- Filling plant
- Final assembly
- Finishing, Slitting line, Winder
- Finishing, Slitting lines
- Flying saw
- Forge hammer
- Gantry cranes
- Hot objects
- Laboratory
- Packing
- Ports, docking systems
- Printing machine, banderoling machine, register control
- Quality assurance
- Railway, Transportation
- Research and Development
- Service, Commissioning, Research
- Skin pass level, degree of stretching, mass flow
- Slitting shears
- Steel billets
- Tube inspection lines
Filter task:
- Abrasion measurement
- Coating inspection
- Coating inspection of foam material
- Collision avoidance
- Color inspection
- Color mark detection
- Color measurement of salmon meat
- Control of shears
- Distance measurement
- Egg yolk color classification
- Fill level measurement
- Length measurement
- Measurement of impact energy
- Mobile velocity and length measurement
- PET preform inspection
- Position detection
- Positioning of containers in gantry cranes
- Presence check
- Print mark detection
- Sandwich counter
- Velocity Measurement
- Velocity measurement, Length measurement
Filter measured variable:
- Acceleration (VLM)
- Color (CR)
- Degree of stretching and Skin pass level (VLM)
- Diameter (LDM)
- Distance (LDM)
- Fill level (LDM)
- Impact energy (VLM)
- Length (LDM)
- Length (VLM)
- Position (CR)
- Position (LDM)
- Position (VLM)
- Position detection (CR)
- Presence (CR)
- Presence (LDM)
- Quantity (CR)
- Thickness (LDM)
- Velocity (VLM)
- Velocity 1 (LDM)
- Velocity 2 (LDM)
- Width (LDM)
Task:
Sandwich counter
Areas:
Packing
Measured Variables:
Quantity (CR)
Sandwich counter
Areas:
Packing
Measured Variables:
Quantity (CR)
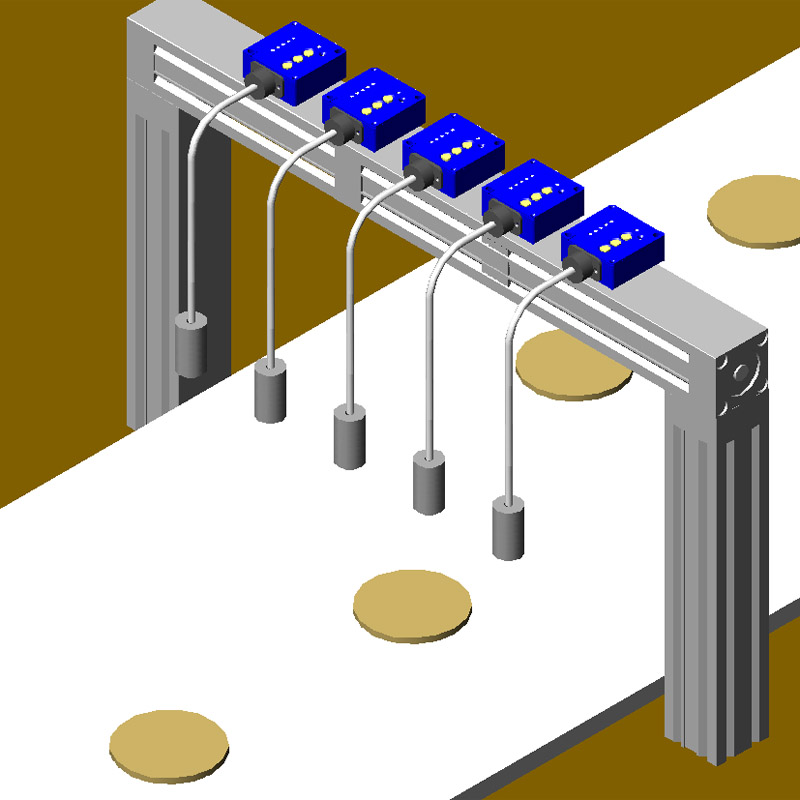
Description:
Sandwiches are conveyed on a belt, and their number is to be counted as the daily production. Due to the fact that their position is not fixed and their height is not defined either a light barrier is not suited for this task. As the conveyor belt has a defined color, this color is taught in with several CR100 color sensors which are arranged widthwise. A counting impulse is sent to a central counter in case that at least one sensor does not recognize the background. The sensors are connected with an OR-circuit in the counter.
Products: CR10, CR100, CR50
Sandwiches are conveyed on a belt, and their number is to be counted as the daily production. Due to the fact that their position is not fixed and their height is not defined either a light barrier is not suited for this task. As the conveyor belt has a defined color, this color is taught in with several CR100 color sensors which are arranged widthwise. A counting impulse is sent to a central counter in case that at least one sensor does not recognize the background. The sensors are connected with an OR-circuit in the counter.
Products: CR10, CR100, CR50
